


计算机模拟塑料容器等吹塑加工成型的技术探讨
发布时间:2017-2-7 10:43:27 浏览:次
随着科学技术的发展,CAE技术越来越广泛地应用于产品生产过程的模拟分析。Polyflow是基于有限元法的计算机流体力学分析软件,广泛地应用于高分子流动过程的数值模拟,应用领域包括热成型、挤出成型、共挤出成型、中空吹塑加工成型、流涎薄膜、纤维拉伸、共混、反应加工等,几乎覆盖了所有的塑料加工方法。吹塑成型适用于生产瓶、桶、壶、罐等中空制件,具有造价低、适应性强、生产效率高等优点。吹塑成型是一个瞬态的加工过程,壁厚是表征产品成型质量的关键参数。采用Polyflow软件模拟了塑料型坯在吹塑过程中厚度的变化和型坯与模具接触时间的分布,分析了压力对吹塑成型工艺的影响,研究结果对生产过程中壁厚控制具有一定的指导作用。
1、模型建立
在前处理模块Gambit中建立几何模型,见图1.
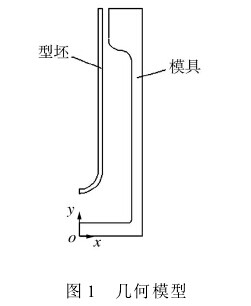
几何模型包括2个部分:左侧部分为型坯;右侧部分为模具。由于型坯与模具为轴对称结构,所以该问题为轴对称问题。针对轴截面建模,从而将三维问题简化为二维问题,可提高分析的效率。基于吹塑成型工艺特点,在数值模拟中采用如下假设:聚合物熔体为不可压缩熔体,即在型坯吹胀过程中,聚合物熔体的体积保持不变;型坯是连续的,即型坯在吹胀过程中,遵守质量守恒方程;由于吹胀时间极短,假设型坯各部位温度相等并保持不变。
2、建立分析任务
在吹塑过程进行前,先将型坯加热到Tg(玻璃化温度)以上,迅速移到吹塑模具中,然后吹入压缩空气,在气压的作用下型坯胀大并逐渐贴到模具内壁上成型。吹塑成型模拟为瞬态问题分析,熔体选用广义牛顿流体模型,参数计算模型为粘度对剪切速率依赖性模型中的Cross law粘度模型,其中零剪切粘度为104Pa.s,松弛时间为0.2s, Cross law指数为0.2,密度为1200kg/m3。吹胀压力设为0.5MPa,重力加速度g为9.81m/s。
3、结果分析
(1)厚度分析
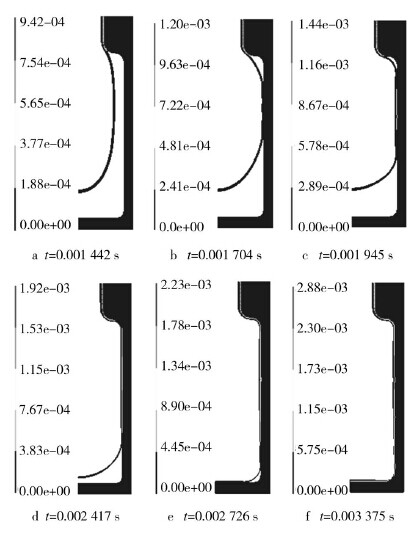
型坯在吹胀过程中,可以分为2个连续阶段:型坯与模具未接触时的自由吹胀阶段;型坯与模具接触到吹塑件形成的受约束吹胀阶段。
(2)接触分析
通过接触分析可以得到在吹塑过程中型坯各部分与模具型腔壁的接触时间,型坯在吹塑过程中与模具接触时间分布见下图。由下图可知,型坯的瓶颈处首先与模具接触,随着吹塑的进行,型坯表面与模具继续接触,最后接触的部位为模具底部的过渡区。
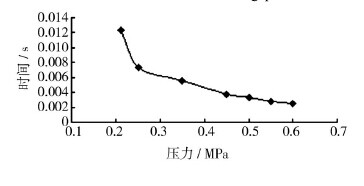
(4)压力对吹塑时间的影响
在不同吹塑压力下,型坯充满型腔所需的时间见下图。由下图可知,随着吹塑压力的增大,型坯充满型腔所需的时间缩短,可见增大吹塑压力可以提高吹塑效率,但是吹塑压力过大,会使型坯形变速度增大,使型坯的非过渡区部位快速贴于模腔,由于模具的冷却作用,很难继续变形,而过渡区部位会继续变形,最终导致制件壁厚差过大,所以吹塑压力一般低于1MPa。
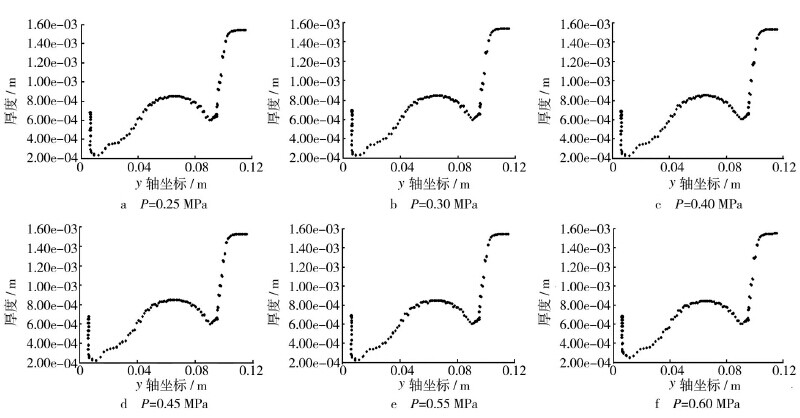
(4)压力对壁厚的影响
不同吹塑压力下制品壁厚分布见下图。由下图可知,在不同的吹塑压力下,最后所得到的制品各部位壁厚分布趋于一致,数值相差很小,因此,压力对制品的壁厚的影响不明显。
4、结论
采用Polyflow软件模拟了吹塑过程中型坯的胀大过程,获得了型坯壁厚和型坯与模具接触随时间的变化规律,对吹塑工艺和模具设计具有一定的参考价值。结论如下:型坯在吹胀过程中,自由吹胀阶段的时间短,在该阶段由于型坯与模具未接触,所以型坯变形均匀。当型坯与模具接触部分变形很小或不再变形时,而未接触部分仍在变形,直到与模具接触;型坯颈部最先与模具接触,变形量最小;底部过渡区最后与模具接触,变形量最大。壁厚在底部过渡区最小,在瓶颈处最大。在允许的范围内,提高吹塑压力可以缩短型坯的吹胀时间;在其他工艺参数不变的情况下,吹塑压力对制品壁厚的影响不明显,目前这种吹塑加工方式,在东莞吹塑厂家中的应用还不是特别广泛,很多吹塑厂家还在使用原始老旧的吹塑方法,希望通过以上方法分析,能够帮助到大家。
下一篇:全电动挤出吹塑中空成型机控制系统设计上一篇:东莞吹塑材料的要求及介绍



同类文章排行
- 吹塑原理图,让你秒懂什么是吹塑
- 影响PET吹塑瓶壁厚的因素分析
- 东莞吹塑加工成型专业知识-干货
- 吹塑制品研发过程中需要注意的细节
- 吹塑拉伸常见问题分析
- 合格的PET吹塑瓶的基本要求
- 信誉第一网投平台吹塑与您分享500mL PP塑料瓶的吹塑成型的原理
- 干货分享:信誉第一网投平台吹塑处理吹塑瓶细节的一些重点?
- 注塑拉伸吹塑、注射吹塑、挤出吹塑三者的区别
- 四大解决方案助力吹塑解决静电难题



